


IGBT涉及两种电气键合技术—内部键合和外部键合。内部电气键合技术是指所有半导体侧的电气连接,而外部电气键合技术是指器件和环境之间的所有电气连接。在负载端子和辅助端子之间还有进一步的区分,比如栅极端子,辅助射极端子和温度传感器连接端子。
根据功率半导体芯片的类型,IGBT与环境至少有三个接触点:栅极、发射级、集电极。有些IGBT集成了片上温度测量功能或片上电流测量功能,对于这些芯片,由于附加功能的增多导致连接端子的数量上升。现代IGBT模块中,IGBT芯片具有垂直结构,所以发射极端子和栅极端子位于上表面,集电极端子位于下表面。
IGBT的续流二极管包括阳极和阴极端子,两者都具有焊接面,因此,根据拓扑结构,无论是阴极端子还是阳极端子都可以焊接到DCB上。
大多数情况下,所有制造商系列化生产的IGBT器件产品,功率半导体芯片内部连接采用键合工艺,而外部连接采用焊接工艺。制造工艺的细节和制造商选择的材料可能有所不同,但原理基本相似。
内部电气连接技术
对于内部连接技术,除了要考虑连接的材料外还要考虑很多因素。下面通过一个标准IGBT模块的工艺流程,进一步讨论这些技术。
1. 芯片焊接
在标准IGBT模块中,半导体芯片金属背板通过真空焊接工艺连接到DCB上。焊接炉中的真空可以防止在芯片和DCB之间形成气泡。气泡会导致连接不足,增加DCB上连接点的热阻,从而导致IGBT模块损坏。由于危害性物质限制规范(RoHS),现在大多数制造商使用了无铅焊料。
2. 系统焊接层
系统焊接主要是把DCB连接到基板上如图1所示。基板的材料通常是氮化铝或者氧化铝,根据材料的不同,焊接工艺也有所不同。最常用的氧化铝焊料是无铅的,但是焊接铜或碳化硅铝基板与氮化铝DCB衬底的焊料大多数是含铅的。同样,DCB衬底和基板之间的焊料充分浸润至关重要。正如芯片焊接一样,气泡,也叫空气腔,会增加热阻,这会导致IGBT模块过早老化甚至失效。
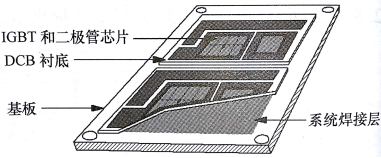
图1 系统焊接
3. 超声焊接技术
谈到IGBT元件内部的电气焊接技术,必然会提到超声焊接。几乎所有功率电子芯片上的引线键合工艺都采用超声焊接。大多数情况下,对于IGBT模块,40~100kIHz的超声波微焊工艺适用于铝线和焊盘的焊接。超声波可以消除金属上的氧化层,使得焊接线牢固地附着到金属上,这样也可以降低器件的热应力。对于电力电子器件有两种不同的超声焊接工艺:一种是细线键合,其中键合线包含99%的铝和约1%的硅,线径在17-100µm(有时使用金键合线);另一种是粗线键合,其中99.99%是铝,连接线的直径在100~500µm。超声焊接过程如图2所示。
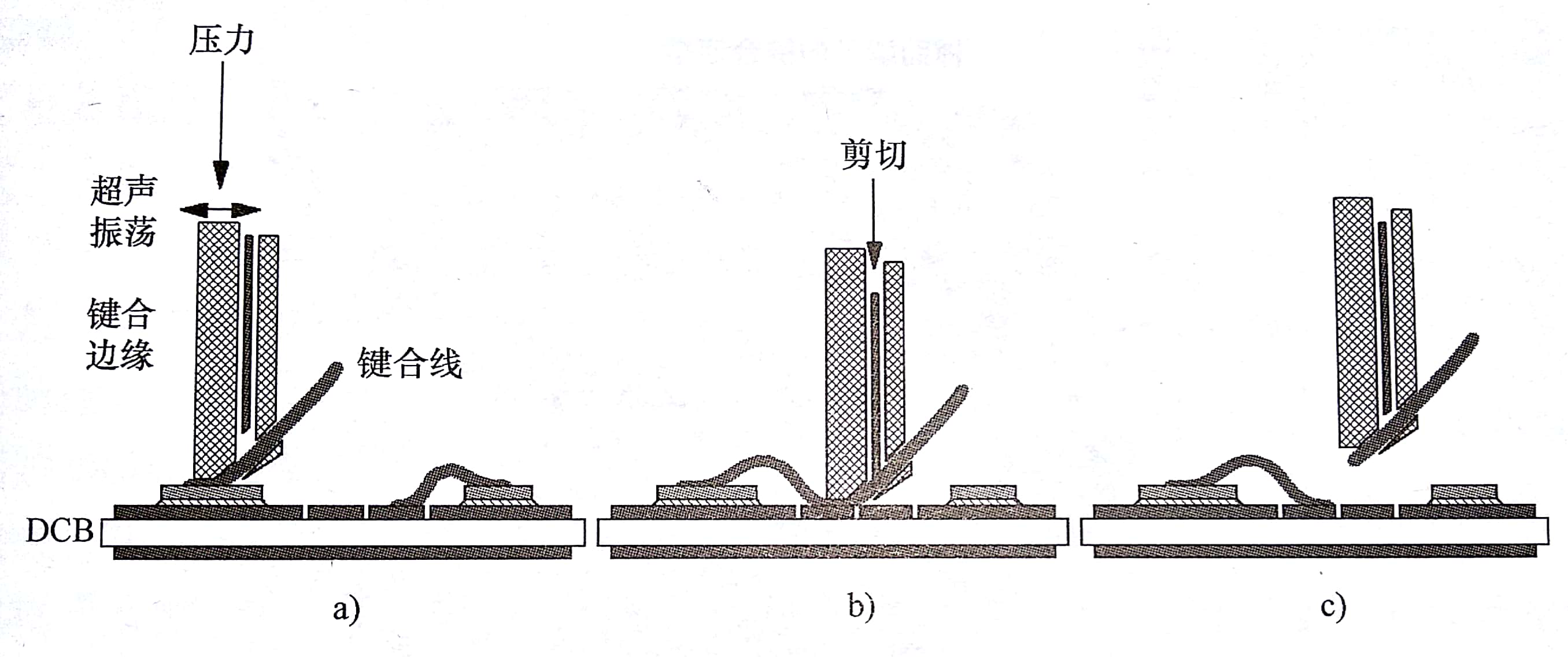
图2 超声焊接过程
铜线键合技术是一种新的焊接工艺。对于粗线键合,可以处理100~500µm的铜焊接线。但是剪切工艺有所不同,这是由于铜线很硬,所以不能像切铝线一样来切铜线。
半导体器件中不同的键合工艺如下:
·热压打线(TC键合)
·热超声波打线(TS键合)
·超声波打线(US键合)。
前面的两种工艺通常使用金线,而超声波打线使用铝或铝/硅焊接线。所有制造商都采用超声波打线工艺,只是对于不同的设计,形式不同而已。
IGBT芯片中,发射极和栅极都在芯片的上表面。键合线的数量依赖于实际电流值lRMS,且受到键合线的电阻和热阻限制。可以从键合线的长度和直径还有键合线的总数计算出来它的电阻和热阻。由于键合线的头尾都连接到DCB或框架上,头尾处具有更好的散热性能,所以键合线中部的温度最高。因为键合线嵌在硅胶中,所以硅胶就决定了键合线能够达到的温度上限。IGBT和二极管之间的铝键合线连接如图3所示。
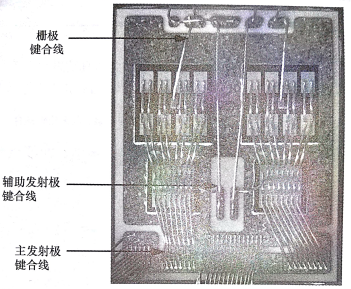
图3 IGBT和二极管之间的铝键合线连接
IGBT经过芯片焊接和必要的基板焊接,然后通过类似芯片-DCB焊接技术,把塑料外壳上的电气连线端子与DCB衬底通过粗线键合工艺连接起来,称为框架键合工艺。铝框架键合如图4所示。
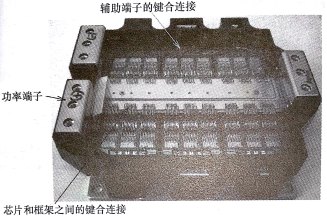
图4 铝框架键合
近几年来,铜键合线开始应用到IGBT模块中,为提高模块的功率密度指明了新的方向。铜键合线使模块可以达到更高的电流密度,而且能够提高出线端子的散热性能。图5给出了铝线和铜线框架键合的仿真结果。图6给出了 EconoDUALTM模块中的铜框架键合。

图5 铝线和铜线框架键合仿真结果
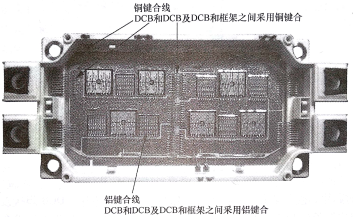
图6 EconoDUALTM模块中的铜框架键合
4. 锡焊
除了框架键合,锡焊连接仍是最通用的电气连接方法。它涉及负载端子和/或辅助端子与DCB连接,以及绑定它/它们到塑料外壳上,这也是一个后续工艺。负载端子的焊接如图7所示。
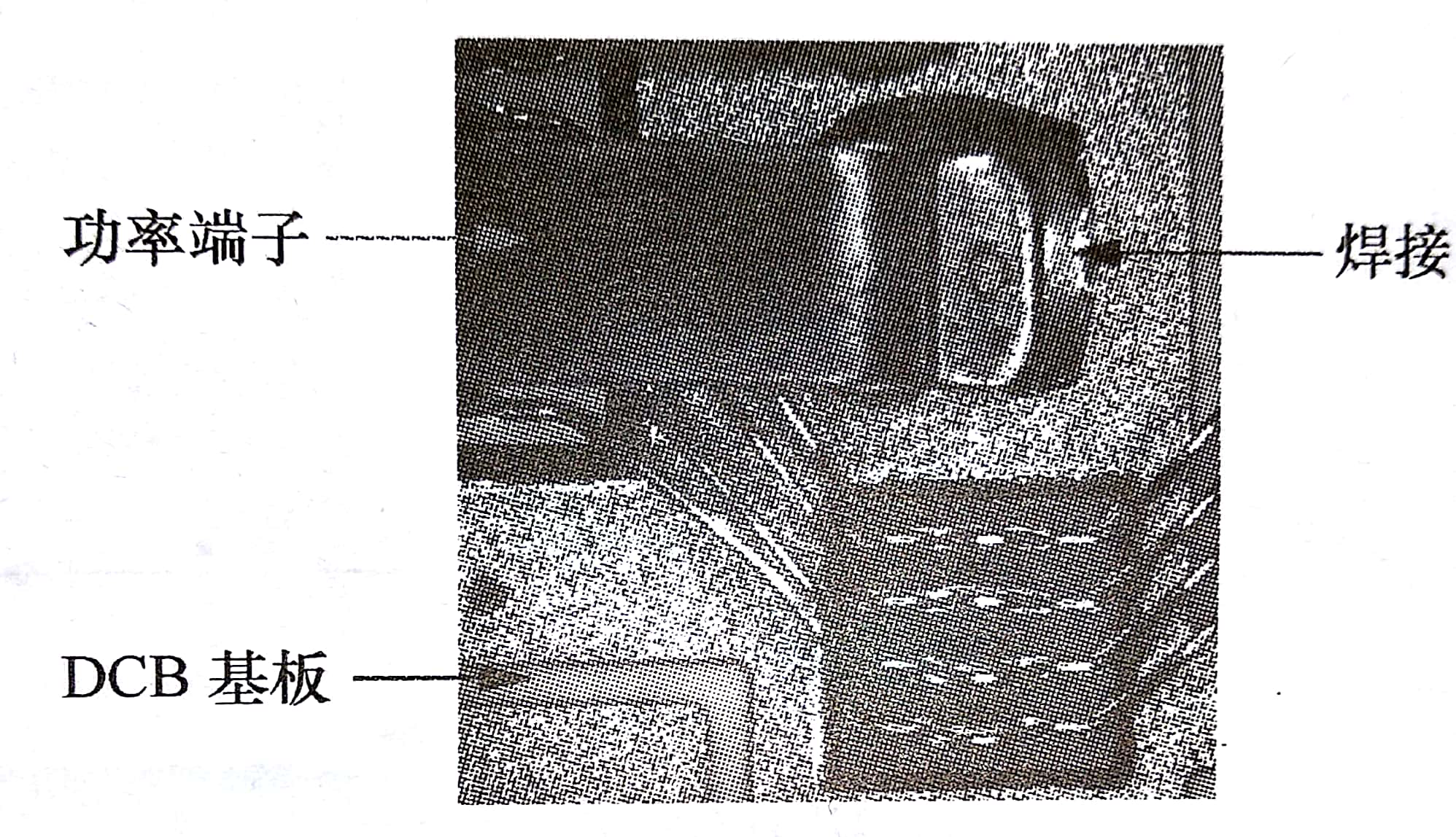
图7 负载端子的焊接
一些制造商会在IGBT内部通过锡焊键合工艺连接不同的DCB,如图8b(图8a给出了一种替代方法,即用键合线连接)所示。这些焊接如同负载端子及控制端子的焊接一样,其工作温度要低于芯片使用温度和基板焊接温度。否则,将会出现锡回流,这将会产生不可控的焊点。
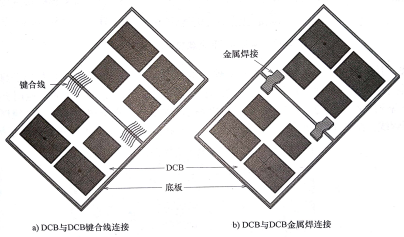
图8 焊接键合(DCB到DCB)和键合线连接的替代方案
5. 超声焊接
在超声焊接中,电气连接利用键合器件相同的材料在DCB衬底上产生持久的接合点和接触区。虽然这种焊接技术前几年才被应用在IGBT模块上,但是已经被证实是在电力电子领域中最可靠的键合技术之一。超声波焊头由于暴露于超声波高频的机械振动中进入共振状态,从而把铜质的负载和辅助端子直接焊接到DCB的表面上。超声波焊头是超声波发生器和工件之间的连接器,可以通过焊头根据工作对象调节超声波的振动。
在超声波焊接中,传递到主要或辅助端子上的热量很少,因此这个过程就像在塑料外壳上使用的电气连接一样方便。在超声波焊接中,超声波振动平行地施加于焊接表面,因此焊接压力也垂直于焊接表面。超声波产生的振动会消除金属表面产生的污染或氧化层,使得金属表面非常下净,直接接触,从而可以牢固地焊接在一起。因为铜的电阻率只有铝的一半,所以与铝和铜框架连接相比,铜和铜超声波焊接后的热阻和电阻降低了一半。这个优势使得
IGBT具有更大的电流处理能力,同时降低了热负载。输助端子和负载端子超声波焊接原理如图9所示。
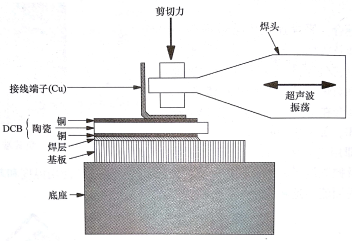
图9 辅助端子和负载端子超声波焊接原理
DIN EN 14610和DIN 1910-100标准定义焊接为通过热或压力使得被焊接材料牢固地连接起来,其过程中可以采用也可以没有焊接材料。这里所说的超声波焊接属于摩擦焊接。超声英飞凌科技公司专为功率模块设计而研发的波焊接技术,在2006年首次应用于在 Prime PACKTM系列产品上。与之前提到的超声波焊接技术相比,它使用的不是微米级厚的铝线,而是粗铜焊线。图10给出了IGBT模块上的功率端子和辅助端子的超声波焊接示例。
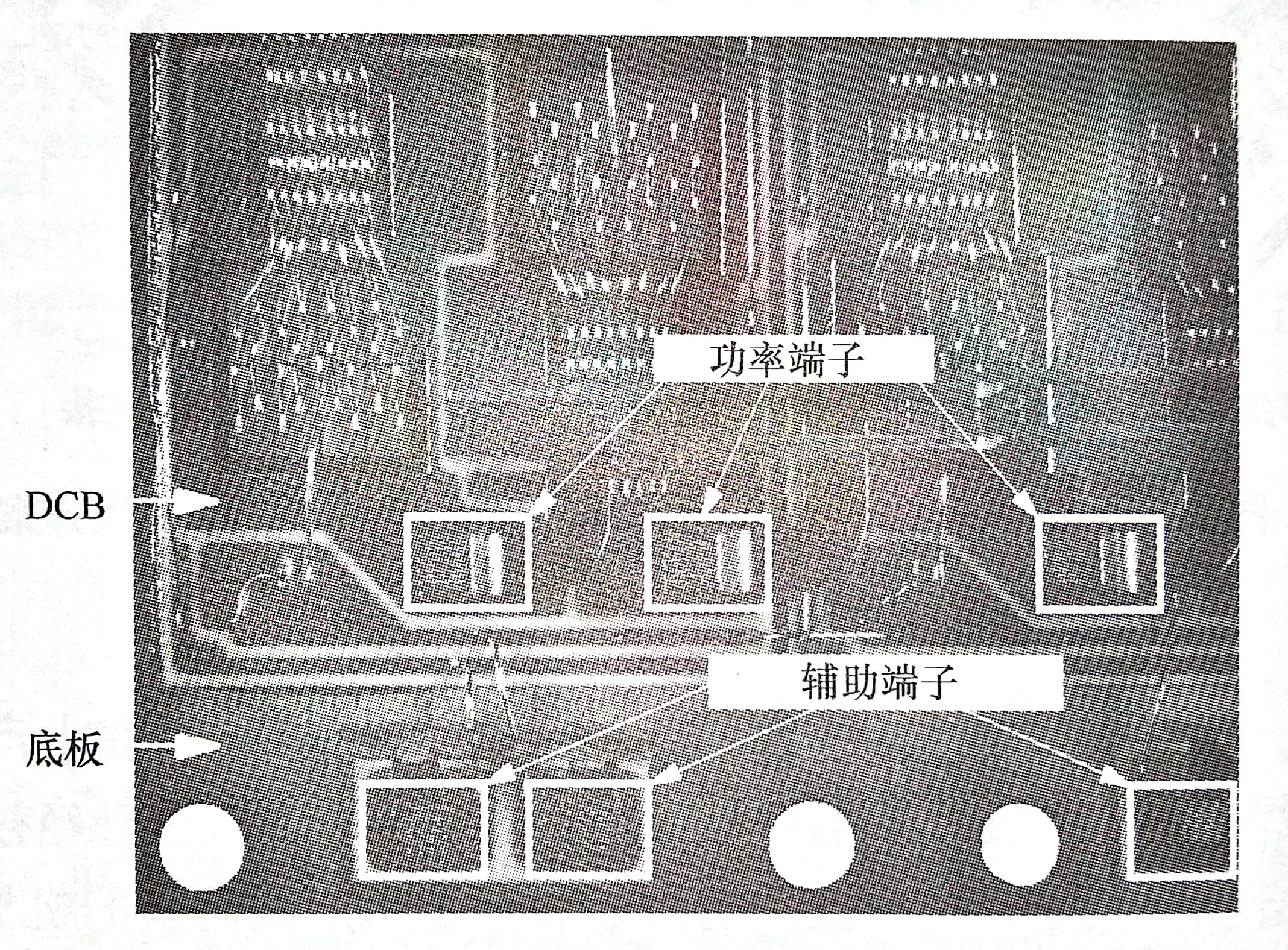
图10 IGBT模块上的功率端子和辅助端子的超声波焊接示例
两种相同材料的键合,比如铜,会在接口处通过一个牢固的冶金结形成一个封闭结构,这样就可以尽可能地增大导电性。此外,相同的材料具有相同的热膨胀系数,这意味着在热负荷下,这些接合点受到的机械应力会显著减小。IGBT模块中的超声波焊接的截面如图11所示。
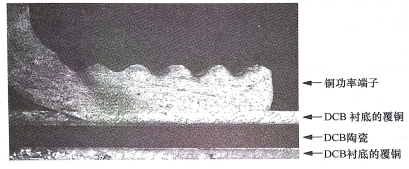
图11 IGBT模块中的超声波焊接的截面
图12给出了超声波焊接接点(铜到铜)和框架焊接接点(铝到铜)的热比较。从图中可以看出,负载端子和铝线键合,当集电极的电流为400A时,铝键合线的最高温度为200℃。相应地,通过超声波焊接的负载端子和铜线,铜键合线上的最高温度为120℃。这说明超声焊接比传统的铝线键合可以通过更高的电流。
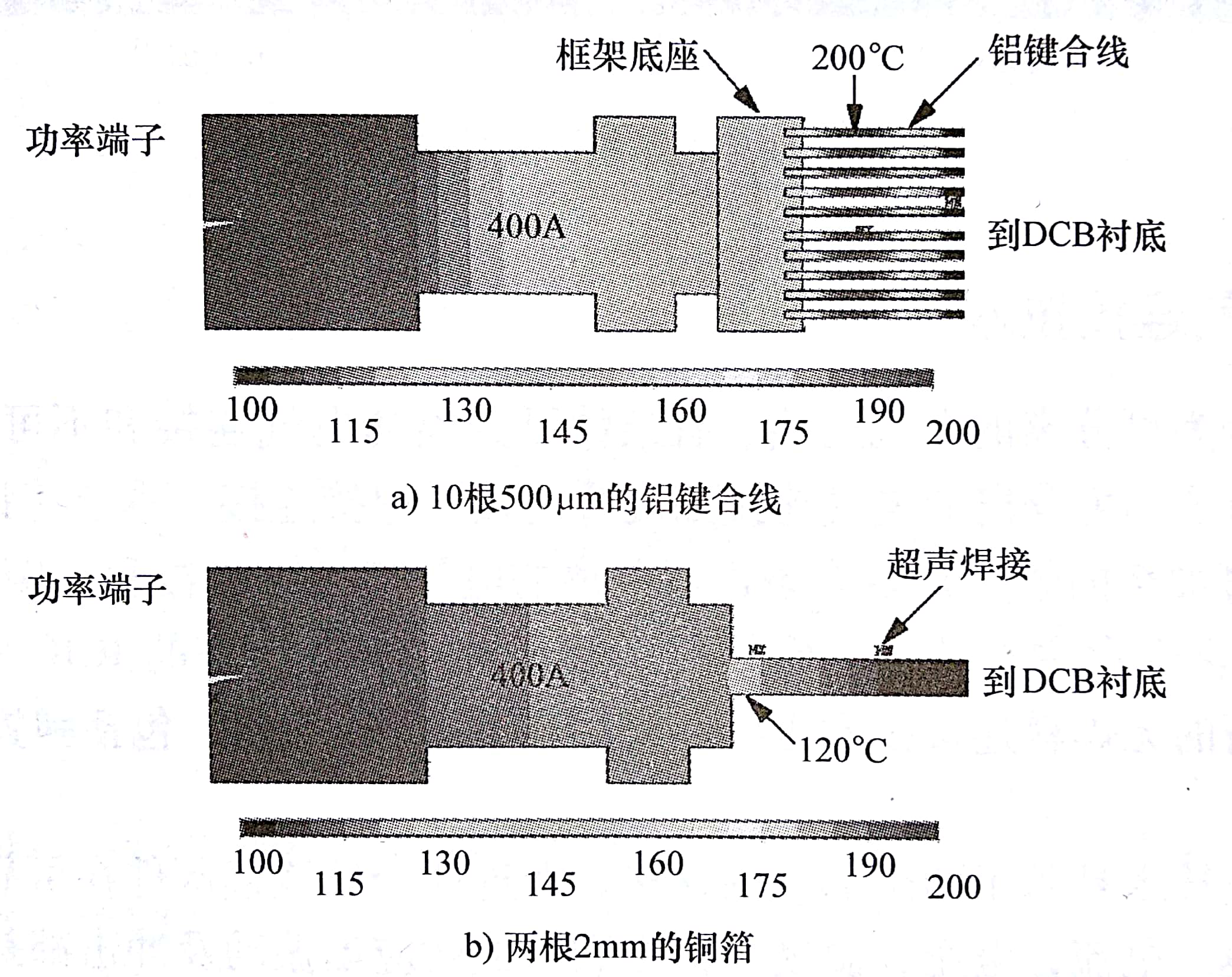
图12 超声波焊接接点(铜到铜)和框架焊接接点(铝到铜)的热比较
6. 低温连接
在电力电子领域中,低温连接用于金属材料连接时,需要在金属材料表面涂银或金以防止其产生氧化膜。这些涂层可经过预处理,产生形状合适的颗粒银或条状银。在220℃的温度和至少40MPa压强下,连接过程持续约1min。在这种工作环境中,工作温度远低于所连接材料的熔点。在烧结过程中,银粉的体积和孔隙都会减少,因此,可以通过粉末颗粒之间的表面扩散来提高硬度。银涂层通过扩散或混合与被连接的材料紧密地结合在一起。
烧结的目标是为了提高粘合材料上的负载稳定性。因此,在新产品开发工程中,可以替代芯片焊接,甚至也可以替代超声波焊接。
7. 扩散焊接
扩散焊接中,在被连接金属之间放置一层低熔点的焊料。金属层的熔点比焊料层的熔点高,在一定的压力下提升温度使得焊料层熔化。焊料与被焊接的金属表面反应形成一个合金相。合金相的熔点比焊料的熔点要高,这个差值可达几百摄氏度,因此它能够承受的操作温度比焊接温度高。在传统的软焊中,操作温度必须远低于焊接温度,这样焊接接点才会保持稳定。能够用来进行扩散焊接的材料有多种,最常使用的是锡-银和锡-金合金。
与软焊相比,扩散焊的一个明显优点是它的有效层能够做得很薄,从而提高热阻性能。图13给出了软焊和扩散焊的比较。
类似于低温连接技术,扩散焊在某种程度上可以代替传统焊接技术。
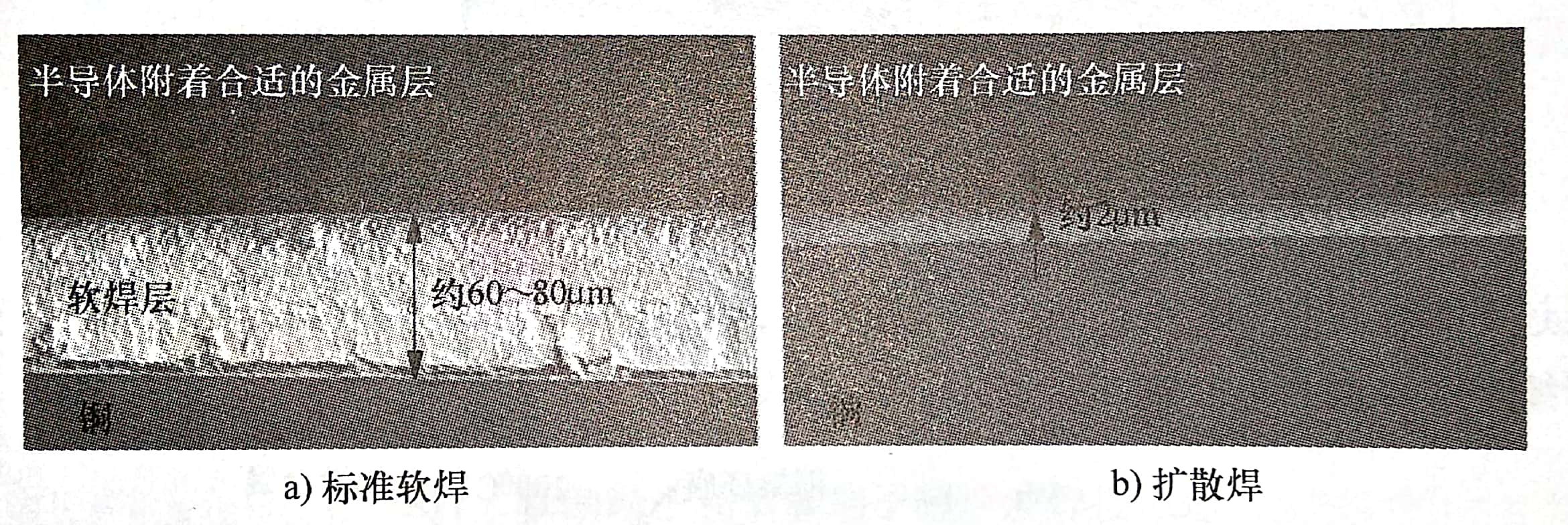
图13 软焊和扩散焊的比较
来源:海飞乐技术
为加快产业上下游企业交流,艾邦建有IGBT产业链交流,欢迎识别二维码加入产业链微信群及通讯录。

长按识别二维码关注公众号,点击下方菜单栏左侧“微信群”,申请加入群聊