


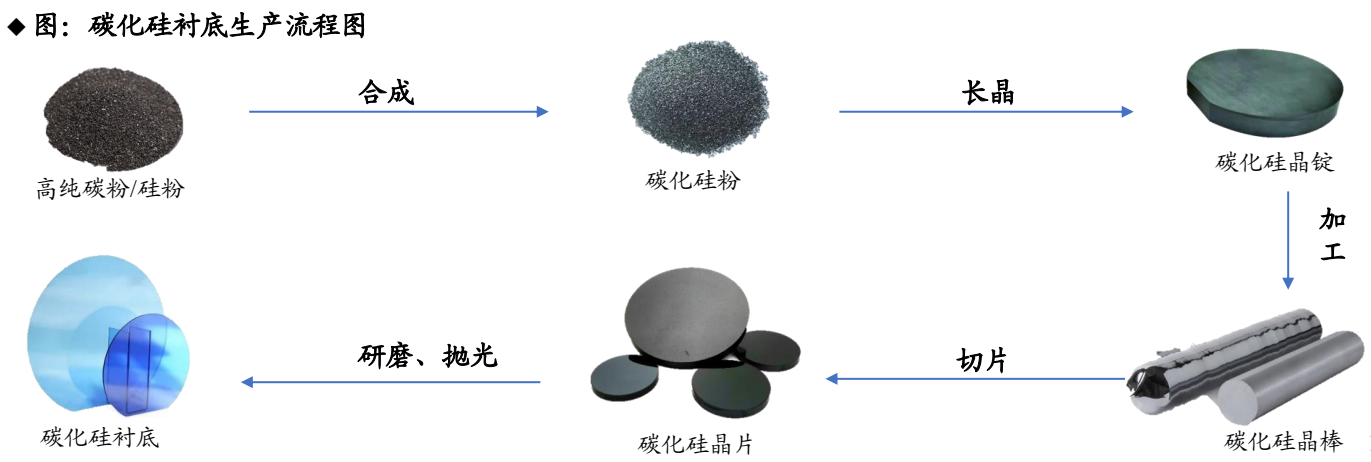
碳化硅衬底的生产流程包括长晶、切片、研磨和抛光四个环节。
长晶:核心环节,通过物理气相传输法(PVT)在高温高压的条件下,将碳化硅原料气化并沉积在种子晶上,形成碳化硅单晶锭。
切片:将碳化硅单晶锭沿着一定的方向切割成薄片。
研磨:去除切割造成的表面缺陷和控制晶片厚度。
抛光:提高晶片表面光洁度和平整度。
关于碳化硅衬底的生产工艺详细介绍大家可查阅以往文章,今天就碳化硅衬底生产过程中的切片方法及相关设备市场预测与企业概述给大家简单做个介绍,如有不足,欢迎加群交流探讨。

一、 切片方法
SiC单晶的加工过程主要分为切片、研磨和抛光,其中切割是SiC衬底加工的第一道工序,对后续衬底外延以及晶圆制造至关重要。
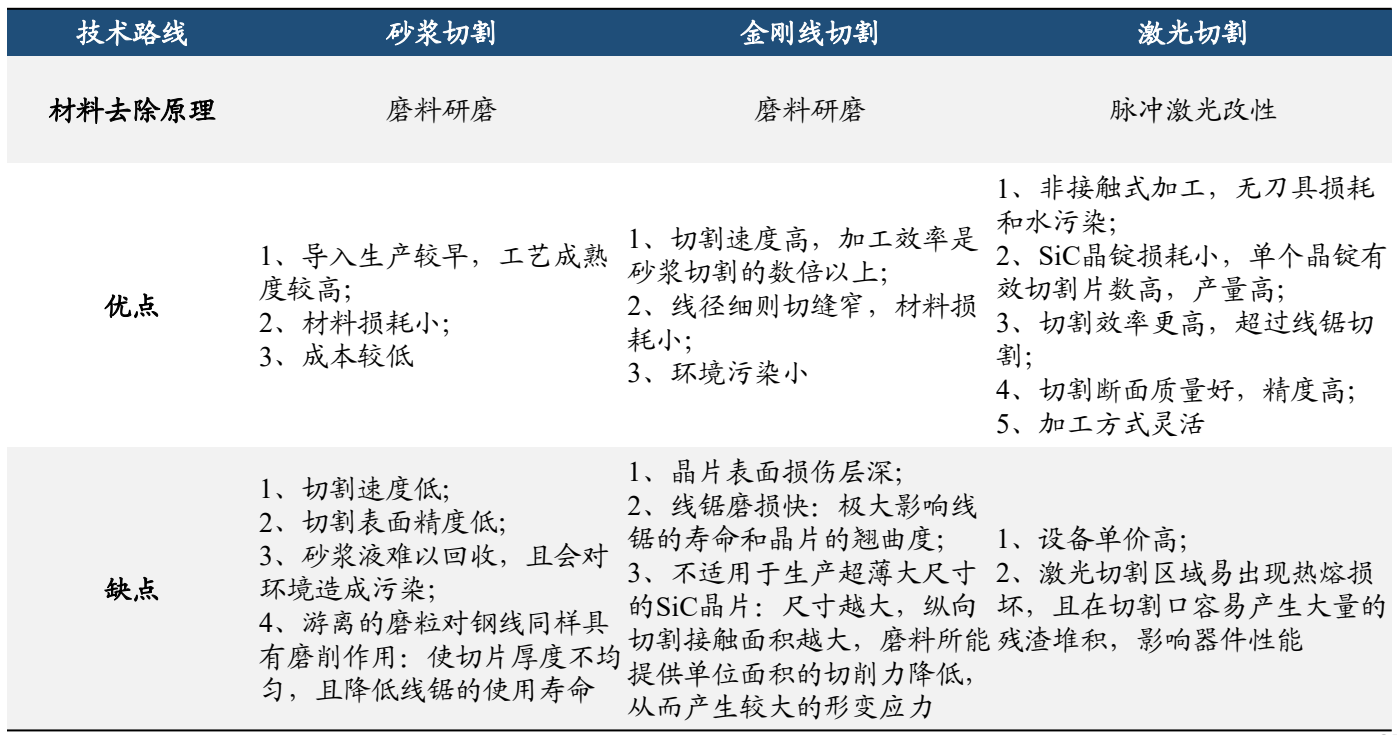
切割技术主要包括传统锯切、线锯切割、激光切割、冷分离和电火花切片等,其中传统锯切(如内圆锯片、金刚石带锯)切缝大、材料损耗多,不适用于SiC晶体切割;
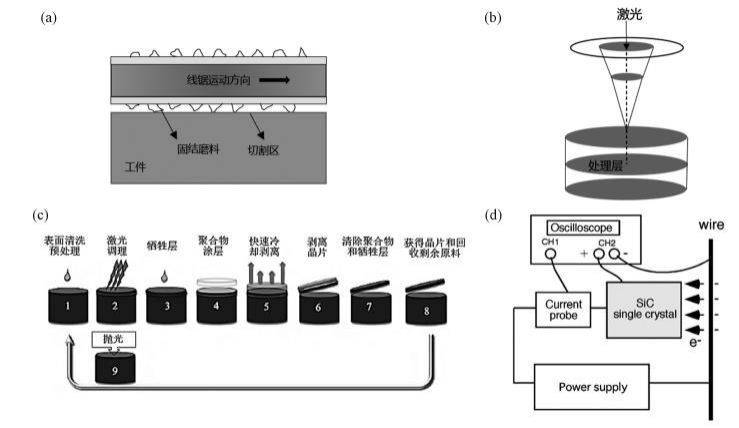
多线切割过程图
激光切割通过激光在晶体内部形成改性层,从碳化硅晶体上剥离出晶片,断面质量好&切割效率高,产品处于下游验证阶段;冷分离将激光聚焦在材料内部形成改质层,通过冷冻胶使材料收缩从而分离晶片,几乎无材料损耗且加工效率高,但存在光束能量均匀性问题;
线锯切割技术成熟,出片率较高,速度较快,成本便宜,是主流切割技术。
1、 砂浆切割
砂浆线切割又称为游离磨料线锯切割,切片加工过程实际上是三体磨料磨损的过程(切割线、切削液中的磨料与工件三者相互作用)。
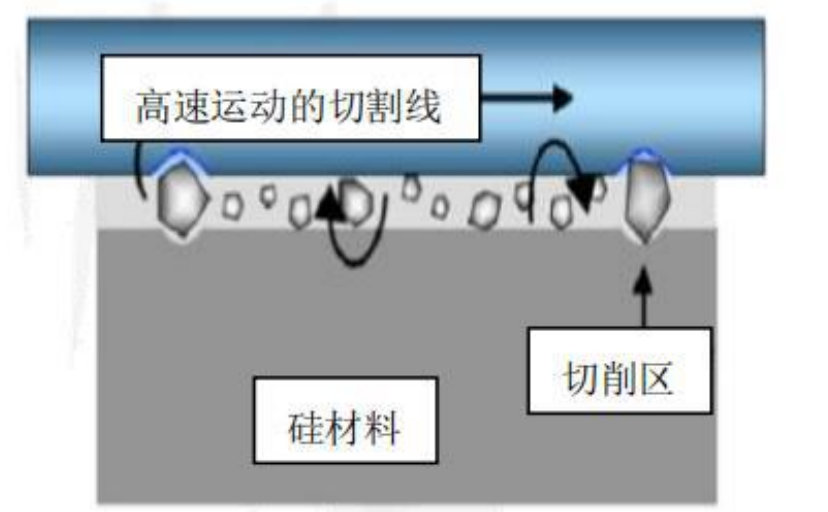
砂浆切割原理示意图
工作原理为:排线轮上的多根金属线组成线网,线网在排线轮的旋转带动下高速往复运动,同时晶棒在进给单元的作用下以一定的进给速度向线网移动。切割时,携带磨料(金刚石或SiC)的砂浆通过喷嘴喷向线网,高速运动的金属线带动砂浆进行切片。
砂浆切割工艺成熟度高,90%+衬底厂商采用该方式。与传统的内圆切片机相比,砂浆切割能加工较薄的晶圆(切片厚度<0.3mm),切片的产率更高(采用多线切割,克服了单次只能切割一片的缺点),且切出的晶片精度较高,比较稳定,由于导入生产较早,工艺成熟度较高。
砂浆切割的缺点在于切割速度和磨料利用率低,对环境不友好。
1)所采用的泥浆状的研磨液容易对工件和环境造成污染,且较难循环利用;
2)切削耗时长,单刀需要约150小时;
3)依靠磨料的滚压-钎入作用去除材料,会在晶片表面产生较大的微裂纹、残余应力和较深的相变层,导致晶片翘曲变形并增加后续加工工作量;
4)磨料对金属线同样有磨削作用,金属丝磨损较快且切割出来的SiC晶片厚度不均匀。
2、 金刚线切割
金刚线切割又称为固结磨料线锯切割,主要通过二体磨损去除切缝处的晶体材料。金刚线通常为表面附着镍基合金或树脂的不锈钢线,一般通过电镀、树脂粘接、钎焊或机械镶嵌等方法制作。切割时,具有高硬度、高耐磨性的磨料与晶体表面直接接触,通过金刚线的高速运动完成对SiC晶体的切割。
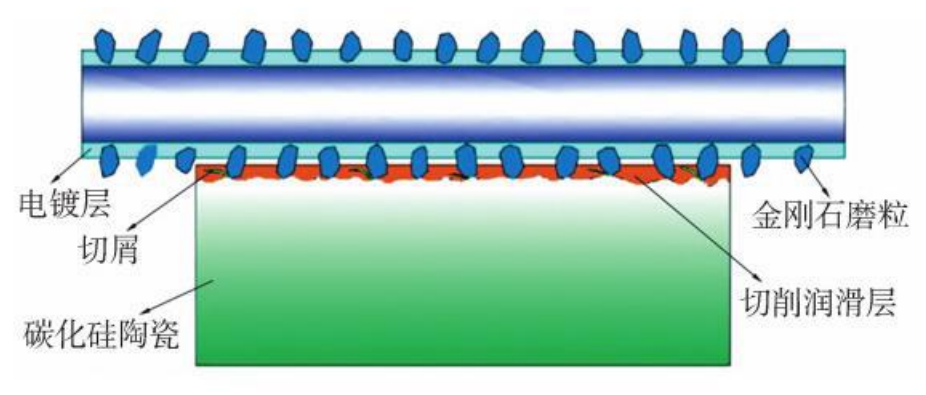
金刚线切割原理示意图
根据金刚线运动方式的不同,可分为单向式、往复式和环形式。
砂浆切割正逐渐被金刚线切割所替代。
1)金刚线切割技术依然采用多线切割机,但与砂浆线切割技术不同的是该技术通常使用水基冷却剂,因此环境污染小;
2)相较砂浆切割的“三体加工”,金刚线切割属于“二体加工”,切割效率是前者的数倍以上;3)细线径下的金刚线切片具有切缝窄、材料损耗少等优点;
4)金刚线切割具有更高的耐磨性和耐热性,能够承受更大的切削力,切削时间大幅降低,使用寿命更长。
但金刚线在切割SiC这样的硬脆性材料时仍存在切割效率低、晶片表面损伤层深、线锯磨损快等缺点。实验表明,锯切直径50mm的SiC晶棒需耗时约23h,且每锯切一次晶片,线锯磨损都相当严重,极大影响到线锯的寿命和晶片的翘曲度。可见金刚线切割也不会是超薄大尺寸SiC单晶片生产的终局解决方案。
3、 激光切片
激光切片是利用高能激光束照射工件表面,使被照射区域局部熔化、气化,从而达到去除材料,实现切割的过程。激光切割是非接触式加工,无机械应力损伤,加工方式灵活,不存在刀具损耗和水污染,设备使用维护成本低。理论上,激光波长越短、脉宽越短,加工热效应越小,有利于微细精密加工,但成本相对较高。
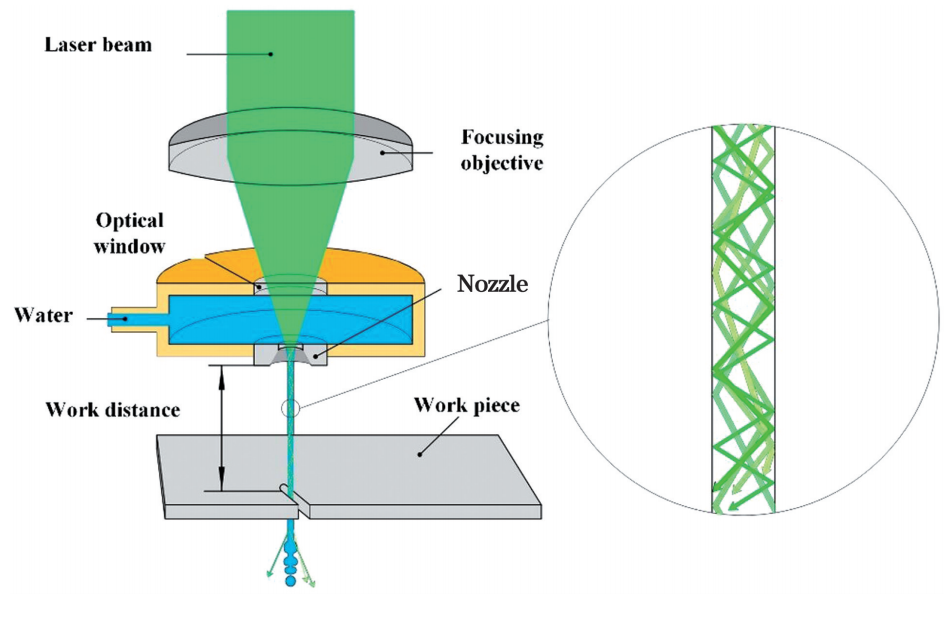
水导激光加工技术的工作原理
激光切割区域易受热损坏,且在切割口容易产生大量的残渣堆积。短波长激光加工热效应小,但未完全气化的熔渣在切割道内粘连堆积,使得切割断面不光滑,附着的熔渣在后续工艺环节容易脱落,影响器件性能。
长波长激光器采用较大的功率,划切效率高,材料去除充分,断面均匀一致,但加工热效应太大,芯片设计中需要预留更宽的划切道。
过去激光工艺无法达到切片要求,激光半划用于SiC晶圆划线工艺。激光半划适用于解理性较好的材料加工,激光划切至一定深度,然后采用裂片方式,沿切割道产生纵向延伸的应力使芯片分离。这种加工方式效率高,无需贴膜去膜工序,加工成本低。但碳化硅晶圆的解理性差,不易裂片,裂开的一面容易崩边,划过的部分仍然存在熔渣粘连现象。
激光切割工艺成熟后,激光切片有望全面替代金刚线切片。
激光切片的损耗较少。
激光切片效率远高于金刚线。
激光切片设备综合成本具有一定竞争优势。
二、 切片设备市场预测
预计到2025年全球切片设备新增市场空间约30亿元。

数据来源:高测股份,东吴证券研究所测算
(1)砂浆切片机产能&价格基本稳定,20222-25年产能约0.60/0.65/0.70/0.75万片/台,价格
200/200/190/190万元/台,技术渗透率90%/78%/60%/40%,良率约70%,设备稼动率约50%;
(2)金刚线切片机2022-25年产能约1.8/1.9/2.0/2.1万片/台,价格400/350/300/250万元/台,渗透率10%/20%/35%/50%,良率约75%。设备稼动率60%;
(3) 激光切片机2022-25年产能约3.0/3.2/3.4/3.6万片/台,价格约1000/950/850/800万元/台,渗透率0%/2%/5%/10%,良率约80%,设备稼动率70%
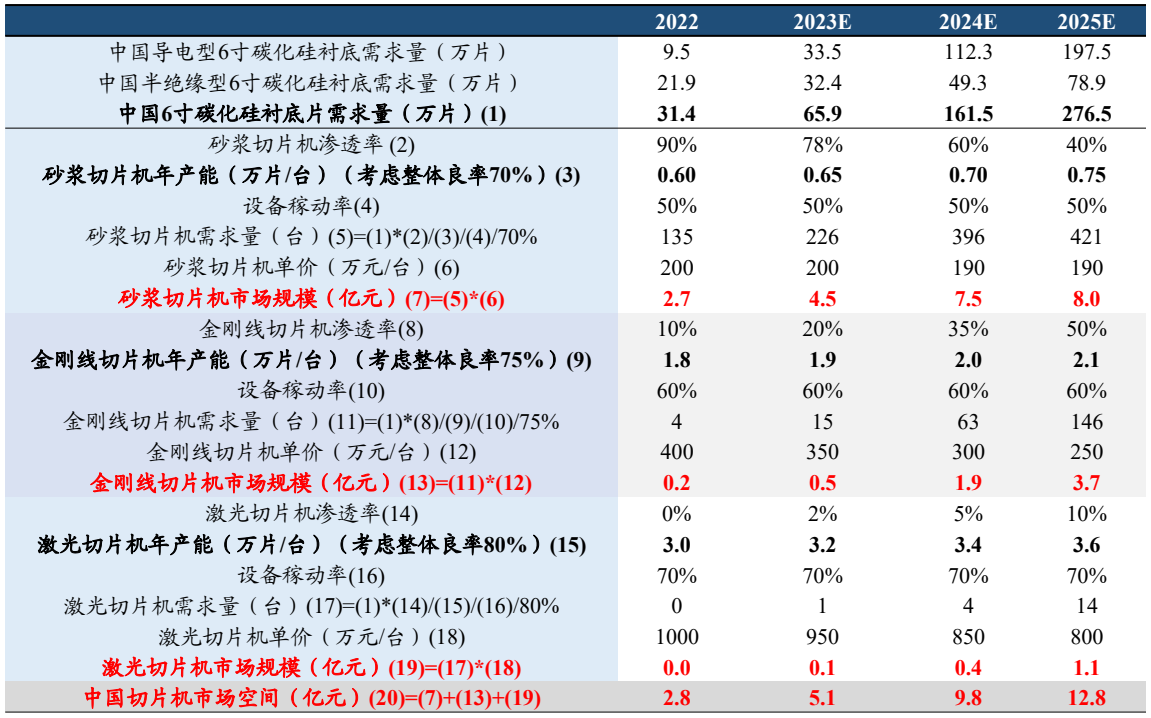
预计到2025年国内切片设备新增市场空间约13亿元
数据来源:高测股份,东吴证券研究所测算
(1)砂浆切片机产能&价格基本稳定,20222-25年产能约0.60/0.65/0.70/0.75万片/台,价格200/200/190/190万元/台,技术渗透率90%/78%/60%/40%,良率约70%,设备稼动率约50%;
(2)金刚线切片机2022-25年产能约1.8/1.9/2.0/2.1万片/台,价格400/350/300/250万元/台,渗透率10%/20%/35%/50%,良率约75%。设备稼动率60%;
(3) 激光切片机2022-25年产能约3.0/3.2/3.4/3.6万片/台,价格约1000/950/850/800万元/台,渗透率0%/2%/5%/10%,良率约80%,设备稼动率70%。
三、 切片设备供应商
1、 砂浆切割工艺
SiC晶体砂浆切割设备厂家的主要代表为日本高鸟(Takatori)以及欧系的梅耶伯格(Meyer Buger)。
国内主要设备厂家包括中国电子科技集团公司第四十五研究所、唐山晶玉和湖南宇晶等。
2、 金刚线切割工艺
由于SiC行业的扩产速度加快,对衬底的需求增大,继续使用传统的砂浆工艺不利于产量的提升,因此国际上自20年开始推行金刚线切割。此方法从瑞士Meyer Burger开始,随后日本的东洋、DISCO等企业都开始使用金刚线切割法。
国内金刚线切片专机主要供应商包括大连连城、无锡上机、青岛高测、常州贝斯塔德等,高测已推出分别兼容4-8英寸的SiC金刚线切片机(GC-SCDW8300和6500)并持续推进国产替代。
3、 激光切割工艺
国外主要有DISCO、东京精密、英飞凌等。
几年前英飞凌收购了一家名为SILTECTRA的科技公司,其核心技术“冷切割”,是一种高效的晶体材料加工工艺,能够将材料损失降到最低。英飞凌目前已经开始将这项技术用于SiC晶锭的切割上,从而让单个晶锭可出产的芯片数量翻番。在未来,这项技术还可以用于晶圆制作过程中的切割,进一步提高芯片产量。
国内主要有大族激光以及德龙激光等。
大族激光作为国内激光厂商龙头,SiC晶锭激光切片机已交付验证。
德龙激光专注于高端激光设备和精细微加工,是国内唯二SiC切片设备供应厂商。
参考资料:
东吴证券《S i C 行 业 深 度 报 告 :S i C 东风已来, 关 注 衬 底 与 外 延 环 节 的 材 料 +设 备 国 产 化 机 遇》
一颗芯片的制造工艺非常复杂,需经过几千道工序,加工的每个阶段都面临难点。欢迎加入艾邦半导体产业微信群:

长按识别二维码关注公众号,点击下方菜单栏左侧“微信群”,申请加入群聊